martes, 26 de noviembre de 2013
Soldadura Y Técnicas de Unión.
SOLDADURA Y TÉCNICAS DE UNIÓN
Índice.
Uniones Soldadas.
Uniones atornilladas.

El cordón de soldadura.
El cordón de soldadura tiene tres partes bien diferenciadas:
a. Zona de soldadura: Es la zona central, que está formada fundamentalmente por el metal de aportación.
b. Zona de penetración. Es la parte de las piezas que ha sido fundida por los electrodos. La mayor o menor
profundidad de esta zona define la penetración de la soldadura. Una soldadura de poca penetración es una
soldadura generalmente defectuosa.
c. Zona de transición. Es la más próxima a la zona de penetración.




Recomendaciones para la ejecución.




Índice.
Uniones Soldadas.
- Introducción.
- Soldadura al arco.
- El cordón de soldadura.
- Dimensiones fundamentales del cordón de soldadura.
- Clasificación de los cordones de soldadura.
- Otras clasificaciones.
- Prescripciones normativas.
- Recomendaciones para la ejecución.
- Cálculo.
- Problema 5.1.
Uniones atornilladas.
- Introducción.
- Se llama soldadura a la unión de dos piezas metálicas de igual o parecida composición, de forma que la unión quede rígida y estanca. Esto se consigue por fusión o por la aportación de otro metal de enlace.
- En las soldaduras por fusión el calor proporcionado funde los extremos de las piezas y al solidificar se produce la unión. Existen diferentes tipos de soldadura por fusión, pero los más utilizados son dos:
- Soldadura autógena.
- Soldadura por arco eléctrico, que es la que se utiliza en estructuras metálicas.
Soldadura al arco.
Los procedimientos de soldadura en arco pueden agruparse en cuatro:
- Soldadura por arco manual con electrodos revestidos.
- Soldadura por electrodo no consumible protegido.
- Soldadura por electrodo consumible protegido.
- Soldadura por arco sumergido.
El cordón de soldadura tiene tres partes bien diferenciadas:
a. Zona de soldadura: Es la zona central, que está formada fundamentalmente por el metal de aportación.
b. Zona de penetración. Es la parte de las piezas que ha sido fundida por los electrodos. La mayor o menor
profundidad de esta zona define la penetración de la soldadura. Una soldadura de poca penetración es una
soldadura generalmente defectuosa.
c. Zona de transición. Es la más próxima a la zona de penetración.
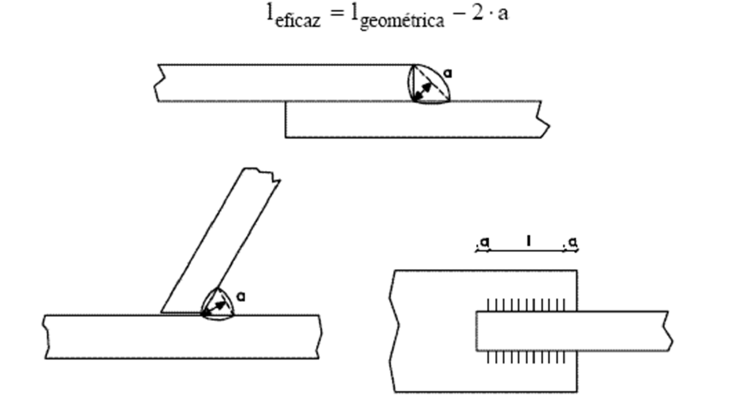
Dimensiones fundamentales del cordón de soldadura.
La garganta (a) es la altura del máximo triángulo isósceles cuyos lados iguales están contenidos en las caras de las dos piezas a unir y es inscribible en la sección transversal de la soldadura.
Se llama longitud eficaz (l) a la longitud real de la soldadura menos los cráteres extremos. Se admite que la longitud de cada cráter es igual a la garganta.
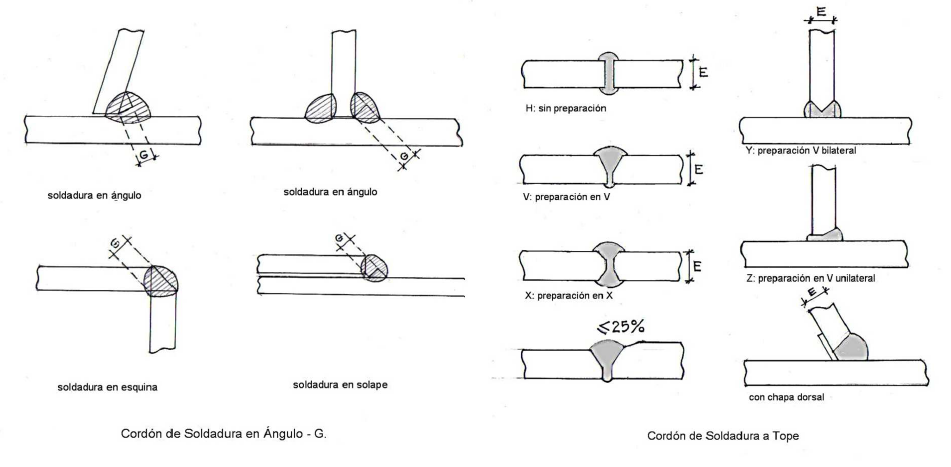
Clasificación de los cordones de soldadura.
Por la posición geométrica de las piezas a unir.
- Soldaduras a tope.
- Soldaduras en ángulo.
Otras Clasificaciones.
Por la posición del cordón de soldadura respecto al esfuerzo.
- Cordón frontal
- Cordón lateral
- Cordón oblicuo
Por la posición del cordón de soldadura durante la operación de soldar.
- Cordón plano (se designa con H)
- Cordón horizontal u horizontal en ángulo (se designa por C).
- Cordón vertical (se designa con V)
- Cordón en techo o en techo y en ángulo (se designa con T)
Prescripciones normativas.
Soldaduras a tope.
Continuas en toda la longitud y penetración completa.
Antes de depositar el cordón de cierre -> Sanear raíz.
Si no hay acceso a la cara posterior -> penetración completa.
Piezas de distinta sección debe adelgazarse la mayor con pendientes inferiores al 25%.
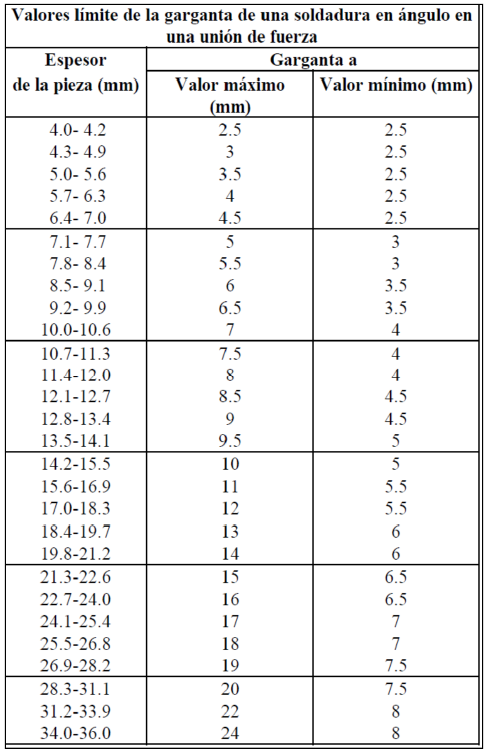
Soldaduras en ángulo.
La garganta cuando e1<e2; valor máximo para e1 y valor mínimo para e2.
La longitud eficaz l de una soldadura lateral en ángulo con esfuerzo axial debe estar comprendida entre los siguientes valores:
Valor mínimo: l ≥ 15a ; l ≥ b
Valor máximo: l ≤ 60a ; l ≤ 12b
Soldaduras de cordones múltiples
Soldaduras continuas
Uniones en ángulo con soldaduras cruzadas
Uniones planas con
soldaduras cruzadas
Electrodos en Soldaduras: Tipos, Usos y Aplicaciones
Electrodos:
Soldadura de Aceros al Carbono y Baja aleación:
- AWS 6010: Electrodo celulósico de buena penetración en toda posición. Muy buen desempeño en soldaduras verticales y sobrecabeza. Aplicaciones: cañerías, tuberías, estructuras, cascos de barcos, tanques, calderas, recipientes a presión, etc.
- AWS 6011: Electrodo celulósico de buena penetración en toda posición. Se puede emplear con corriente alterna y puede ser aplicado sobre acero contaminado, oxidado o pintado. Aplicaciones: tubos de acero con o sin costura, calderas, condensadores, intercambiadores, recipientes a presión y en general en cordones de raíz y soldaduras de filete.
- AWS 6013: Electrodo rutílico para uso general en aceros comunes. Tiene buen encendido, un arco suave con muy buen desprendimiento de escoria y terminación. Aplicaciones: carpintería metálica, carrocerías, filete de perfiles, espesores delgados en general y todas las aplicaciones donde se debe cuidar la terminación. Es el mas utilizado en chapa fin y filete.
- AWS E7016: Diseñado para trabajar con corriente alterna, es un electrodo básico de bajo hidrógeno especial para trabajar aleaciones con alto contenido de azufre y fósforos. Tiene una penetración media y calidad radiográfica. Aplicaciones: cañerías y contenedores de alta presión.
- AWS E7018-1: Electrodo con polvo de hierro en el revestimiento, de aro suave y estable, permite soldadura limpia, uniforme y con excelentes propiedades mecánicas en el metal depositado. Aplicaciones: estructuras, recipientes y tuberías bajo esfuerzos mecánicos, aceros de uso naval.
- AWS E7024: Electrodo de alto rendimiento para posición plana y horizontal, mediana penetración, alta eficiencia, alta velocidad de trabajo. Aplicaciones: estructuras que requieren calidad radiográfica, rapidez y rendimiento.
Soldadura de Hierro Fundido:
- AWS Ni-CI: Electrodo con núcleo de Ni puro y revestimiento básico grafítico, ideal para reparaciones de fundición gris tanto en frío como en caliente. Material maleable y fácil de maquinar Diseñado para brindar un excelente desempeño en múltiples pasadas.
- AWS Ni-Fe-CI: Electrodo base níquel balanceado con hierro, especial para soldadura de fundición gris, fundición maleable y nodular, tanto en frío como en caliente. Máxima calidad de juntas de gran espesor y restricción de movimientos.
Soldadura de Aceros Inoxidables:
- AWS E308L-16: Es un electrodo rutílico básico para aceros inoxidables austeniticos (301, 302, 304, 308). Tiene bajo aporte de carbono y es aplicable en la industria alimenticia, química medicinal y petrolera.
- AWS E316-L16: Electrodo rutílico-básico para soldadura de acero inoxidable 316L o equivalentes. Resistente a la corrosión severa intrangular. Se aplica en industrias químicas, textil, papelera y en tanques a presión.
- AWS E310-16: Electrodo con revestimiento básico para soldar aceros refractarios del tipo 25% Cr – 20% Ni. También apto para soldaduras de aceros ferriticos con 6-25% de Cr.
Soldadura de Recubrimientos Duros:
- DIN E1-350: Electrodo para combatir el rozamiento íntermetálico, deja un deposito mecanizable con herramientas de acero rápido. Recomendado para reconstrucción de piezas de orugas, material en trenes rodantes, engranajes, ejes, eslabones, cilindros y rodillos de apoyo en hornos.
- DIN EG-55R: Electrodo recomendado para la protección y recuperación de piezas con rozamiento íntermetálico con muy buena resistencia a la abrasión e impactos. Apto para recargar cuchillas de niveladoras, recuperación de maquinaria minera, palas de arrastre, zanjadoras y cortafríos.
- DIN E10-60RZ: Electrodo rutílico resistente al desgaste por abrasión severa y al rozamiento. Al tener alto Cr es apto para trabajar en altas temperaturas (680°C) Recomendado para protección de martillos de molienda, mandíbulas, conos, rodillos y camisas.
- DIN E10-60RZ: Electrodo básico, con gran duración y resistencia al impacto. Recomendado en cilindros de trituración de materiales, bombas centrífugas, tornillos sinfín, etc.
Soldadura de Metales No Ferrosos:
- AWS CuSn-C: Electrodo que deposita bronce fosforoso, apto para unir bronces y latones, bronces con aceros y con hierro fundido. Recomendado para recubrir superficies y reducir el desgaste íntermetálico, corrosión al agua marina y la cavitación.
- AWS Cu: Electrodo básico utilizado en uniones y recargues de piezas de cobre electrolítico y desoxidado. Recomendado para espesores mayores a 5mm (Precalentándose la pieza a 600°C)
- AWS E4043: Electrodo de aluminio aleado al 5% de Si. Apto para juntas de aluminio puro, aleado y sus combinaciones. Comúnmente utilizado en reparación de defectos, fisuras en piezas de aluminio. Se recomienda precalentar entre 150 y 250°C espesores mayores a 10mm.
Soldadura de Aceros al Carbono y Baja aleación:
- AWS 6010: Electrodo celulósico de buena penetración en toda posición. Muy buen desempeño en soldaduras verticales y sobrecabeza. Aplicaciones: cañerías, tuberías, estructuras, cascos de barcos, tanques, calderas, recipientes a presión, etc.
- AWS 6011: Electrodo celulósico de buena penetración en toda posición. Se puede emplear con corriente alterna y puede ser aplicado sobre acero contaminado, oxidado o pintado. Aplicaciones: tubos de acero con o sin costura, calderas, condensadores, intercambiadores, recipientes a presión y en general en cordones de raíz y soldaduras de filete.
- AWS 6013: Electrodo rutílico para uso general en aceros comunes. Tiene buen encendido, un arco suave con muy buen desprendimiento de escoria y terminación. Aplicaciones: carpintería metálica, carrocerías, filete de perfiles, espesores delgados en general y todas las aplicaciones donde se debe cuidar la terminación. Es el mas utilizado en chapa fin y filete.
- AWS E7016: Diseñado para trabajar con corriente alterna, es un electrodo básico de bajo hidrógeno especial para trabajar aleaciones con alto contenido de azufre y fósforos. Tiene una penetración media y calidad radiográfica. Aplicaciones: cañerías y contenedores de alta presión.
- AWS E7018-1: Electrodo con polvo de hierro en el revestimiento, de aro suave y estable, permite soldadura limpia, uniforme y con excelentes propiedades mecánicas en el metal depositado. Aplicaciones: estructuras, recipientes y tuberías bajo esfuerzos mecánicos, aceros de uso naval.
- AWS E7024: Electrodo de alto rendimiento para posición plana y horizontal, mediana penetración, alta eficiencia, alta velocidad de trabajo. Aplicaciones: estructuras que requieren calidad radiográfica, rapidez y rendimiento.
Soldadura de Hierro Fundido:
- AWS Ni-CI: Electrodo con núcleo de Ni puro y revestimiento básico grafítico, ideal para reparaciones de fundición gris tanto en frío como en caliente. Material maleable y fácil de maquinar Diseñado para brindar un excelente desempeño en múltiples pasadas.
- AWS Ni-Fe-CI: Electrodo base níquel balanceado con hierro, especial para soldadura de fundición gris, fundición maleable y nodular, tanto en frío como en caliente. Máxima calidad de juntas de gran espesor y restricción de movimientos.
Soldadura de Aceros Inoxidables:
- AWS E308L-16: Es un electrodo rutílico básico para aceros inoxidables austeniticos (301, 302, 304, 308). Tiene bajo aporte de carbono y es aplicable en la industria alimenticia, química medicinal y petrolera.
- AWS E316-L16: Electrodo rutílico-básico para soldadura de acero inoxidable 316L o equivalentes. Resistente a la corrosión severa intrangular. Se aplica en industrias químicas, textil, papelera y en tanques a presión.
- AWS E310-16: Electrodo con revestimiento básico para soldar aceros refractarios del tipo 25% Cr – 20% Ni. También apto para soldaduras de aceros ferriticos con 6-25% de Cr.
Soldadura de Recubrimientos Duros:
- DIN E1-350: Electrodo para combatir el rozamiento íntermetálico, deja un deposito mecanizable con herramientas de acero rápido. Recomendado para reconstrucción de piezas de orugas, material en trenes rodantes, engranajes, ejes, eslabones, cilindros y rodillos de apoyo en hornos.
- DIN EG-55R: Electrodo recomendado para la protección y recuperación de piezas con rozamiento íntermetálico con muy buena resistencia a la abrasión e impactos. Apto para recargar cuchillas de niveladoras, recuperación de maquinaria minera, palas de arrastre, zanjadoras y cortafríos.
- DIN E10-60RZ: Electrodo rutílico resistente al desgaste por abrasión severa y al rozamiento. Al tener alto Cr es apto para trabajar en altas temperaturas (680°C) Recomendado para protección de martillos de molienda, mandíbulas, conos, rodillos y camisas.
- DIN E10-60RZ: Electrodo básico, con gran duración y resistencia al impacto. Recomendado en cilindros de trituración de materiales, bombas centrífugas, tornillos sinfín, etc.
Soldadura de Metales No Ferrosos:
- AWS CuSn-C: Electrodo que deposita bronce fosforoso, apto para unir bronces y latones, bronces con aceros y con hierro fundido. Recomendado para recubrir superficies y reducir el desgaste íntermetálico, corrosión al agua marina y la cavitación.
- AWS Cu: Electrodo básico utilizado en uniones y recargues de piezas de cobre electrolítico y desoxidado. Recomendado para espesores mayores a 5mm (Precalentándose la pieza a 600°C)
- AWS E4043: Electrodo de aluminio aleado al 5% de Si. Apto para juntas de aluminio puro, aleado y sus combinaciones. Comúnmente utilizado en reparación de defectos, fisuras en piezas de aluminio. Se recomienda precalentar entre 150 y 250°C espesores mayores a 10mm.
lunes, 25 de noviembre de 2013
Taller Soldadura (segun el inet)
Aquí se proporcionara una lista con todos las Herrmientas y materiales necesarios para el desarrollo de la materia.
Lista de máquinas y herramientas
•Dobladora: 1 por división
•Cizalla: 1 por división
•Amoladora: 2 por división
•Bigornia:1 cada 4 alumnos
•Bancos de trabajo con morsas: 1 morsa por alumno
•Martillo bolita 250 gramos: 1 por alumno
•Regla milimetrada 300 mm: 1 por alumno
•Metro metálico: 1 por alumno
•Punta de trazar: 1 por alumno
•Punto de marcar: 1 por alumno
•Escuadra sombrero: 1 por alumno
•Lima paralela plana de 8" corte medio: 1 por alumno
•Juego números de percusión: 1 cada 8 alumnos
•Arco de sierra: 1 por alumno
Soldadora eléctrica –por arco–:
•Boca de salida 1 por alumno
•Equipo de protección 1 por alumno
•Mesa de soldar 1 por alumno
•Piqueta 1 por alumno
•Cepillo de acero 1 por alumno
•Prensa G 1 por alumno
•Pinza 1 por alumno
Lista de materiales
•Alambre de hierro 2 mm
•Alambre de bronce 3 mm
•Bórax
•Electrodos 6013 de 2 mm y 3 mm de ∅
•Planchuela de hierro 3,17 x 19,5 x 2000
•Chapa doble decapada N° 20 (0,88) 270 x 450
•Planchuela de hierro 3,17 x 12,7 x 1000
•Acero IRAM 1020; planchuela 6,35 x 31,7 x 36

Lista de máquinas y herramientas
•Dobladora: 1 por división
•Cizalla: 1 por división
•Amoladora: 2 por división
•Bigornia:1 cada 4 alumnos
•Bancos de trabajo con morsas: 1 morsa por alumno
•Martillo bolita 250 gramos: 1 por alumno
•Regla milimetrada 300 mm: 1 por alumno
•Metro metálico: 1 por alumno
•Punta de trazar: 1 por alumno
•Punto de marcar: 1 por alumno
•Escuadra sombrero: 1 por alumno
•Lima paralela plana de 8" corte medio: 1 por alumno
•Juego números de percusión: 1 cada 8 alumnos
•Arco de sierra: 1 por alumno
Soldadora eléctrica –por arco–:
•Boca de salida 1 por alumno
•Equipo de protección 1 por alumno
•Mesa de soldar 1 por alumno
•Piqueta 1 por alumno
•Cepillo de acero 1 por alumno
•Prensa G 1 por alumno
•Pinza 1 por alumno
Lista de materiales
•Alambre de hierro 2 mm
•Alambre de bronce 3 mm
•Bórax
•Electrodos 6013 de 2 mm y 3 mm de ∅
•Planchuela de hierro 3,17 x 19,5 x 2000
•Chapa doble decapada N° 20 (0,88) 270 x 450
•Planchuela de hierro 3,17 x 12,7 x 1000
•Acero IRAM 1020; planchuela 6,35 x 31,7 x 36

Taller de Herreria (segun el inet)
Aquí se proporcionara una lista con todos las Herrmientas y materiales necesarios para el desarrollo de la materia.
Lista de materiales
•Acero IRAM 1020∅10 x 450
•Acero IRAM 1020∅13 x 200
•Acero IRAM 1045 8 x 16 x 130
•Tela esmeril N° ½, 4 hojas
•Carbón de piedra 250 kg. para 16 alumnos
Lista de herramientas
•2 amoladora de pie por división
•1 fragua cada 2 alumnos
•1 bigornia de ~ 60 kg cada 2 alumnos
•1 martillo de forja de 700 a 800 gr por alumno
•1 tenaza de fragua boca redonda por alumno
•1 tenaza de fragua boca plana por alumno
•1 plana con pestaña cada 2 alumnos
•1 trancha de bigornia cada 4 alumnos
•1 trancha de mano cada 4 alumnos
•1 escoreador de fragua cada 2 alumnos
•1 pala cada 4 alumnos
•1 batea para agua cada 4 alumnos
•1 corta hierro cada 2 alumnos
•1 damero cada 4 alumnos
•1 punzón cada 2 alumnos
•1 compás de espesor cada 2 alumnos
•1 antiparras por alumno
•1 juego de números a percusión de 5 mm cada 8 alumnos
•1 regla milimetrada de 300 mm por alumno

Lista de materiales
•Acero IRAM 1020∅10 x 450
•Acero IRAM 1020∅13 x 200
•Acero IRAM 1045 8 x 16 x 130
•Tela esmeril N° ½, 4 hojas
•Carbón de piedra 250 kg. para 16 alumnos
Lista de herramientas
•1 fragua cada 2 alumnos
•1 bigornia de ~ 60 kg cada 2 alumnos
•1 martillo de forja de 700 a 800 gr por alumno
•1 tenaza de fragua boca redonda por alumno
•1 tenaza de fragua boca plana por alumno
•1 plana con pestaña cada 2 alumnos
•1 trancha de bigornia cada 4 alumnos
•1 trancha de mano cada 4 alumnos
•1 escoreador de fragua cada 2 alumnos
•1 pala cada 4 alumnos
•1 batea para agua cada 4 alumnos
•1 corta hierro cada 2 alumnos
•1 damero cada 4 alumnos
•1 punzón cada 2 alumnos
•1 compás de espesor cada 2 alumnos
•1 antiparras por alumno
•1 juego de números a percusión de 5 mm cada 8 alumnos
•1 regla milimetrada de 300 mm por alumno

Herreria y Soldadura
FUNDAMENTACIÓN Y
JUSTIFICACIÓN:
Se toma
herrería y soldadura un conjunto de operaciones de mecanizado o procedimientos
de transformación de los materiales.
Es la transformación del hierro
en todos sus aspectos.
El solo
conocimiento de la tecnología, entendida como una alfabetización, es insuficiente
para incentivar
a los servicios que necesitan comprobar el hecho tecnológico a través del
"hacer".
La
adquisición y dominio instrumental de saberes significativos, la incorporación
del trabajo como
elemento pedagógico, la reflexión sobre la realidad y la estimulación sobre un
juicio crítico,
deben ser partes fundamentales para lograr un individuo integral.
Atender a
la diversidad, despertando el interés de un alumnado mixto y que propende a una formación
integral y significativa para el contexto
actual, brindándole al alumno/a la posibilidad
de al momento de enfocar una situación problemática, tener la capacidad para buscar
información, fijarse objetivos, y cumplirlos, conseguir colaboración y
colaborar con otros.
El
alumno, junto a otras disciplinas debe formarse en aquellas que llamamos
competencias básicas generales.
Suscribirse a:
Entradas (Atom)